
You want to pick Grain Conveying Equipment that works for you. First, think about what you need and what problems you have. The right equipment can help you work faster. It can also keep your grain safe and make your workplace safer. Follow these steps to help you get the best results.
| Benefit | Description |
|---|---|
| High efficiency | Bucket elevators move grain up and save space. You do not need as many other systems. |
| Reduced grain damage | They lower rubbing when moving grain. This keeps the grain good and cuts down on waste. |
| Dust control | Closed designs keep dust inside. This lowers the chance of explosions and makes work safer. |
| Increased automation | Making things automatic means less hard work for people. It helps everyone get more done. |
Figure out your grain handling problems before picking equipment. This helps you pay attention to the biggest problems.
Make a clear budget for starting costs and upkeep. This stops surprise costs from happening later.
Pick the best conveyor for what you need. Each kind has good and bad points.
Look at your grain handling system. Find the biggest problems. Think about how much space you have. Think about the type of grain you move. Ask yourself how often contamination happens. Many grain conveying systems face mold growth. They also deal with hot spots and moisture moving around. Crusting can happen. Fans can fail. Floors can get damaged. Bins can get plugged. Sometimes, structures break. These problems can stop equipment from working. They can cause you to lose grain. Metal contamination can come from raw materials. It can also come from broken tools. Equipment wear can make metal shavings get into the grain. Checking and fixing things often helps stop these risks.
Tip: Write down every problem you see in your grain conveyor equipment. This helps you spot patterns and pick the most important problems.
Look at the pain points that cost your business money. Common problems are higher material costs. Labor shortages are also a big issue. Rules for the environment are getting stricter. These things make it harder to run your grain conveying system well. Equipment failure can cause downtime. This leads to losing money. Workers sit idle. Resources get wasted. Problems with logistics can make costs go up everywhere.
| Pain Point | Impact on Operations |
|---|---|
| Revenue loss from post-harvest spoilage | Big financial losses |
| Inefficiencies tied to outdated storage setups | More challenges and higher costs |
| Lack of real-time monitoring in older systems | Can't fix issues quickly |
List your top challenges before you look at grain conveying equipment options. This step helps you pick the best conveyor for your grain. It also makes the next steps easier.
You need to set a budget before you look at grain conveyor options. Start by deciding how much you can spend. Many people make mistakes by pricing maintenance too low. This can hurt your cash flow later. Try using a tiered pricing structure for maintenance. It helps you plan for future costs. Look at the initial investment for each conveyor. Auger conveyors cost about [15,000](https://grainhandlingdirect.com/blog/cost−per−bushel−analysis−of−grain−conveying−systems−for−corn/).Beltconveyorscostaround25,000. Drag chain conveyors cost about 30,000.Roundtubedragchainconveyorsrangefrom12,000 to $70,000. These numbers show that prices can vary a lot. Make sure your budget covers both the purchase and the upkeep.
Tip: Write down your spending limits and check them against the cost of each grain conveyor. This step helps you avoid surprises.
You want to get the best value for your money. Modern grain storage investments can unlock more revenue and reduce costs. High-quality equipment may cost more at first, but it can save you money over time. Belt conveyors have the lowest maintenance cost at $0.0132 per bushel and the longest lifespan of 3-4 million bushels. Auger conveyors have the lowest initial cost but a shorter lifespan. Drag chain conveyors and round tube drag chain conveyors have higher costs but last longer. You should also think about the cost of repairs and the availability of parts. A well-stocked parts inventory keeps downtime low. When you balance cost and value, you make a smart choice for your grain business.
Note: Use these steps to compare both short-term and long-term costs. This helps you pick the right grain conveyor for your needs.

Image Source: pexels
There are many conveyor types you can pick for moving grain. Each type is good for different jobs. The table below shows the main types. It lists their good points and bad points:
| Conveyor Type | Advantages | Disadvantages |
|---|---|---|
| Belt Conveyors | Works in many ways, saves energy, gentle on grain | Not good for going up, needs care |
| Bucket Conveyors | Moves grain up well, keeps fragile grain safe | Not good for long, flat moves |
| Chain Conveyors | Very strong, carries heavy loads, bends easily | Can be loud, costs more to set up |
| Screw Conveyors | Fits tight spots, moves many kinds of grain | Can hurt fragile grain |
| Pneumatic Conveyors | Moves grain far, keeps dust inside | Uses more power, harder to fix |
You can look at costs and how well each works. The chart below shows the price per bushel and starting cost for each conveyor:
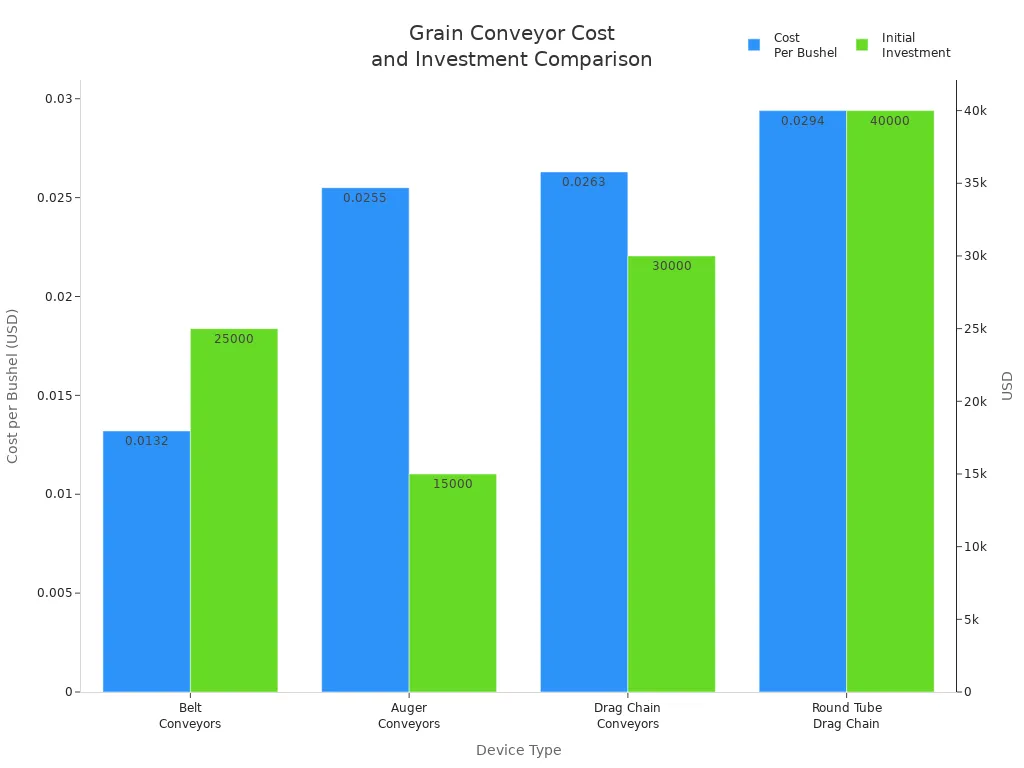
Pick conveyor features that fit your grain job. Auger conveyors are good for small farms or short moves. They cost less money. Belt conveyors move grain gently and far. They are a smart choice for long moves. Drag chain conveyors keep grain safe and control dust. They help in big grain elevators. Pneumatic conveyors are best for moving grain far and keeping things clean. Always check if the conveyor fits your space, grain type, and how much grain you need to move. This step helps you choose the best grain conveyor equipment for your work.
You want your grain conveying equipment to work well at your site. First, check if the conveyor meets the right performance numbers. Look at how much grain it can move. Make sure it keeps dust and emissions low. The table below shows important standards for grain handling systems:
| Metric Type | Standard Value |
|---|---|
| Opacity from column dryer | Greater than 0% |
| Opacity from rack dryer | Greater than 0% |
| Opacity from wire screen dryer | Greater than 10% |
| Particulate matter emissions | Exceeds 0.023 g/dscm |
| Fugitive emissions from unloading | Greater than 5% opacity |
| Fugitive emissions from grain handling | Greater than 0% opacity |
| Fugitive emissions from truck loading | Greater than 10% opacity |
| Fugitive emissions from barge loading | Greater than 20% opacity |
Check these numbers with your grain conveyor equipment. Good equipment should keep emissions safe. If you see too much dust or grain loss, you might need a different conveyor.
You have to follow safety rules when you set up grain conveying equipment. Many standards help keep workers and grain safe. The table below lists important safety rules for grain facilities:
| Subject | National consensus standards |
|---|---|
| Grain elevators and bulk grain handling | ANSI/NFPA 61B |
| Feed mills | ANSI/NFPA 61C |
| Facilities for human consumption | ANSI/NFPA 61D |
| Pneumatic conveying systems | ANSI/NFPA 66 |
| Explosion venting | ANSI/NFPA 68 |
| Explosion prevention systems | ANSI/NFPA 69 |
| Dust removal and exhaust systems | ANSI/NFPA 91 |
You also need to make an Emergency Action Plan. Train your workers every year about safety and hazards. Give extra lessons for dangerous jobs. Watch out for problems like getting trapped in grain, explosion risks, and machine dangers. The table below shows some issues you should avoid:
| Compliance Issue | Description |
|---|---|
| Engulfment Hazards | Workers can get trapped in grain and suffocate. |
| Explosion Risks | Grain dust can cause explosions if it becomes airborne. |
| Machinery Hazards | Conveyors can catch clothing or limbs, causing injury. |
| Emergency Action Plans | You must have plans for emergencies and train employees on what to do. |
Tip: Check your grain conveying system often. Make sure you follow all safety rules and keep everyone safe.

Image Source: unsplash
You need a provider who helps you before and after you buy. Good support means help with setup, training, and repairs. The provider should check your grain handling system often. This keeps your grain safe and your equipment working well. A trusted provider follows safety rules and cares about workers. They use manufacturer guidelines for each conveyor. This helps you avoid problems and keeps your grain moving.
When you compare providers, use clear rules. The table below shows what to check:
| Criteria | Description |
|---|---|
| Core Operational Requirements | Set your needs for grain type, peak flow, lift height, and power. |
| Equipment Types | See if they offer augers, belt conveyors, bucket elevators, or pneumatic systems. |
| Component Specifications | Check for strong parts like thick auger flights and good bearing protection. |
| Total Cost of Ownership | Look at energy use, maintenance, downtime, and resale value. |
| Safety and Compliance | Make sure they follow OSHA and NFPA rules and have safety features. |
You want a provider who will help you for many years. A long-term partner helps your grain business grow. They help you reach better markets and sell your grain. They also help you update your grain handling system. This makes your work faster and safer. Working together can help your country keep food safe.
You get better market access for your grain.
You improve your grain handling with new technology.
You help make food supplies safer for everyone.
Choosing the right conveyor provider gives you more than equipment. You get a team that helps you do well with every grain you move.
You can pick the right grain conveying equipment by using five steps. This method helps you work faster and get more done. It also lowers the need for hard work and keeps accidents from happening. You waste less grain during harvest. Experts can share new information about equipment and market changes. When you upgrade your system, you get these benefits:
| Improvement Type | Description |
|---|---|
| Smart Bin Monitoring Systems | Sensors watch temperature and moisture to stop spoilage. |
| Improved Aeration Technology | Better airflow keeps grain good and stops hot spots. |
| Durable Construction Materials | Strong bins last longer and handle rough weather. |
| Enhanced Capacity and Scalability | Modular bins make it easy to add more storage. |
If you choose well, you keep your grain safe, spend less money, and help your business grow.
You should start by listing your grain handling challenges. This helps you focus on what matters most before you begin choosing a conveyor.
You can run a small batch of grain through the system. Watch for smooth movement, low dust, and no grain damage.
You make your work safer and faster when you pick the right equipment. The right choice also protects your grain and reduces waste.


