
You can pick the best powder conveying method from many choices. Pneumatic conveying uses air pressure. It keeps dust away and moves powders far. Vacuum conveying also keeps dust away. It helps keep the workplace clean and safe. Mechanical systems, like screw conveyors and bucket elevators, move powders well. They work all the time and can run by themselves. Pressure conveying moves a lot of powder. But it might need more fixing. Aeromechanical conveying is gentle and moves powder well. Picking the right system makes things safer, cleaner, and faster. Powder conveying technology helps you follow safety rules and keep products good.
Tip: Vacuum conveying systems stop dust and keep workers safe. This makes them a great choice for safety.
Pick pneumatic or vacuum conveying systems for safe powder movement. These systems help keep dust away. Know your powder’s size and moisture before you choose a method. This helps you pick the best way to move it. Check your conveying system often to stop blockages. This keeps everything working well. Think about using automation and energy-saving designs. These can make things faster and cost less. Always follow safety and hygiene rules for your industry. This keeps workers safe and your product good.
Pneumatic conveying systems use air to move powder in pipes. These systems help keep your workplace clean and safe. You can use them for many powders like sugar, flour, or chemicals. Pneumatic conveying systems are flexible and small. They do not need big changes to buildings. They work well in many jobs. The table below shows their main benefits and uses:
| Advantages of Pneumatic Conveying Systems | Applications of Pneumatic Conveying Systems |
|---|---|
| Fully enclosed & dust-free operation | Food & Beverage: sugar, salt, spices, wheat flour, cocoa, coffee powders, starch, additives |
| Better safety | Pharmaceuticals: APIs, excipients, hygienic powder handling |
| Better sanitation | Chemicals & Plastics: polymers, pigments, additives, masterbatch |
| Greater atmospheric control | Minerals & Mining: alumina, cement dust, lime, silica, fly ash |
| High flexibility | |
| Compact design | |
| Few construction requirements |
Note: Pneumatic conveying systems are often the safest and cleanest way to move powder. They keep dust inside and protect workers and products.
Mechanical conveying uses machines like screw conveyors, belt conveyors, and bucket elevators. These systems are strong and reliable for moving powder. They are good for heavy or rough powders. Mechanical conveying systems are easy to fix and can be made to fit your needs. Automation helps these systems work with less stopping and more speed.
Vacuum conveying systems use suction to pull powder through pipes. These systems are gentle and keep dust out of the air. Vacuum conveying works well in clean places like food or medicine plants. You can use them for powders that need gentle care.
Pressure conveying systems push powder through pipes with air. You can move a lot of powder far with these systems. Pressure conveying is used in jobs that need to move lots of powder, like cement or mining. These systems may need more fixing, but they are good for moving big amounts.
Aeromechanical conveying uses a cable and disc that moves fast in a tube. This makes air that lifts and moves powder gently. You can use aeromechanical conveying for soft powders that need gentle care. These systems save energy and work well for short or medium distances.
New powder conveying systems now have automation, Industry 4.0, and ways to save energy. These changes help you get better speed, less stopping, and better product quality.

Image Source: unsplash
Knowing how powder transfer systems work helps you pick the best one. Each system moves powder in its own way. Some use air, some use pressure, and some use machines. The size and wetness of your powder matter a lot. These things change how well the system works.
Dilute phase pneumatic conveying uses fast air to move powder in pipes. You put powder in with a hopper. The air goes fast and keeps the powder floating. This way, powder moves quickly. It works best for light powders that flow easily. You can use this system for long or twisty paths.
Here is a table that shows how dilute phase and dense phase are different:
| Feature | Dilute Phase Conveying | Dense Phase Conveying |
|---|---|---|
| Air Velocity | 15-30 m/s (up to 40 m/s) | 2-15 m/s |
| Material Concentration | Low | High |
| Operating Pressure | Lower | Higher |
| Flow Pattern | Suspension flow | Plug flow or fluidized dense phase flow |
| Solids-to-Air Ratio | Below 6:1 (sometimes below 10:1) | Exceeds 10:1, can reach above 25:1 |
| Suitable Materials | Free-flowing, lightweight powders | Fragile, abrasive, high-density solids |
| Energy Efficiency | Less efficient for long distances | More efficient for long distances |
| System Complexity | Simpler design, easier maintenance | More complex, higher initial investment |
Dilute phase systems use less pressure and keep powder floating. They are simple and easy to fix.
Dense phase pneumatic conveying moves powder slow and with more pressure. You use it for powders that break or scratch easily. The powder moves in chunks, not as a cloud. This keeps the powder safe from breaking. Dense phase needs more controls and costs more at first. It works well for long pipes and keeps pipes from wearing out.
Mechanical systems like screw and belt conveyors use moving parts to push powder. A screw conveyor has a turning screw that moves powder in a tube. You can change how fast and how much powder moves. Belt conveyors use a belt to carry powder. These work best for short, steady jobs. You can use them for powders that do not need to stay inside. They are easy to fix and change.
Tubular drag conveyors use a chain or cable with discs inside a tube. The discs pull powder gently through the tube. You use these for powders that need gentle care. These systems keep powder inside, so there is less dust and mess. They are good for sticky powders or ones that clump.
Aeromechanical conveyors use a cable with discs that move fast in a tube. This makes air that lifts and moves powder. You get gentle and quick moving with little energy. These work for short or medium distances. You use them for powders that need gentle care and little dust.
Tip: Always check your powder before picking a system. Size, wetness, and stickiness can change how well it works.
Here is a table that shows how powder properties change transfer systems:
| Powder Property | Effect on Transfer Systems |
|---|---|
| Particle Size | Changes how powder flows and if it makes dust or clogs. |
| Moisture Content | Wet powder can stick together and slow down. More water can make powder heavier but also stickier. |
| Cohesiveness | Sticky powders may need shaking or vibration to keep moving. |
Small dry powder sticks together more as it gets smaller.
Wet powder can clump and slow down.
Some powders change how they flow when they get wet.
You need to pick the right system for your powder. This helps you move powder safely and smoothly.
Pneumatic conveying systems have many good points for moving powder. These systems use air to push powder through pipes. This keeps your work area clean and safe from dust. You can put the pipes in many places without changing your building a lot. Pneumatic conveying works for many powders. But it uses more energy than other systems. If your powder is wet or does not flow well, you might get clogs.
Here is a table that shows the main good and bad points of each system:
| System Type | Advantages | Disadvantages |
|---|---|---|
| Pneumatic Conveying | Closed design ensures dust-free operation | Higher energy consumption |
| Flexible pipe routing | Sensitivity to moist or slow-flowing materials | |
| Aeromechanical Conveying | Gentle material handling | N/A |
| High throughputs | N/A | |
| Versatility in handling various materials | N/A | |
| Fully enclosed design prevents contamination | N/A | |
| Low maintenance | N/A | |
| Energy efficiency | N/A | |
| Low total cost of ownership | N/A |
Tip: Pneumatic conveying systems keep powder inside pipes. This means less dust and safer powder moving.
Mechanical conveying systems use things like screws or belts to move powder. You can trust these systems to move powder in a steady way. They work for powders with different sizes and wetness. You need to check these systems often for damage. Fixing them often helps them last longer. Newer systems use less energy, so you save money. You should pick the right system for your powder.
Check your system often to keep it safe and working well.
Energy-saving designs help you spend less money.
Make sure the system matches your powder’s size and wetness.
Aeromechanical conveying is gentle and keeps powder from making dust. These systems use a fast cable with discs to lift and move powder. You can move a lot of powder and save energy. Aeromechanical systems work for many powders and keep them clean. You do not need to fix them much, so you spend less money.
In one factory, a dual conveyor system stopped powder from getting into the air. This change made material loss drop from 7% to almost zero. Workers stayed safe, and the plant got cleaner. The right system can make your plant safer and better.
Note: Every system has good and bad sides. Think about your powder, your space, and safety before you choose.
You want your powder system to work fast and smooth. Each way of moving powder works differently. Pneumatic conveying can move a lot of powder far away. Aeromechanical conveyors move powder quickly and use less energy. Mechanical systems are good for short and steady jobs. The table below shows how each system does with speed and energy:
| Conveying Method | Throughput Rate (lb/hr) | Energy Consumption (cost savings) |
|---|---|---|
| Vacuum Conveying Systems | Varies based on process | Reduced air consumption for efficiency |
| Pressure Conveying Systems | Varies based on process | Not specified |
| Aeromechanical Conveyors (AMC) | Example: 2,000 lb/hr | Saves over 50,000/yearat0.34/kWh |
| Dense Phase Pneumatic Systems | Not specified | Optimized energy usage |
| Mechanical Conveyors | Varies based on design | Not specified |
Aeromechanical conveyors use less energy than pneumatic ones. This helps you save money and work better with bulk powders.
You need to match your system to your powder. Some powders break easily or can scratch things. Dense phase pneumatic conveying keeps fragile powders safe and stops wear. Vacuum systems are also good for gentle powders. High velocity systems can hurt fragile powders. The table below shows which system fits your powder best:
| System Type | Compatibility with Abrasive Materials | Compatibility with Fragile Materials | Notes |
|---|---|---|---|
| Dense Phase | Yes | Yes | Minimizes particle damage and segregation; reduces pipeline wear. |
| Vacuum Systems | Yes | Yes | Improves containment and reduces leak risk; suitable for sensitive materials. |
| High Velocity Systems | Limited | Limited | Increased risk of particle attrition if not controlled; not ideal for fragile materials. |
Picking the right system keeps your powder safe and your work smooth.
You want your system to work without stopping a lot. Pneumatic conveying needs less fixing because it has fewer moving parts. Mechanical systems may need more repairs, especially with rough powders. Aeromechanical conveyors do not need much fixing and work well. Checking your system often helps you stop problems before they start.
Cost is important when you move bulk powders. You need to think about buying, setting up, and running your system. Pneumatic conveying costs more at first but needs less fixing and loses less powder. Mechanical systems cost less to buy but may cost more to fix later. The chart below shows costs over ten years:
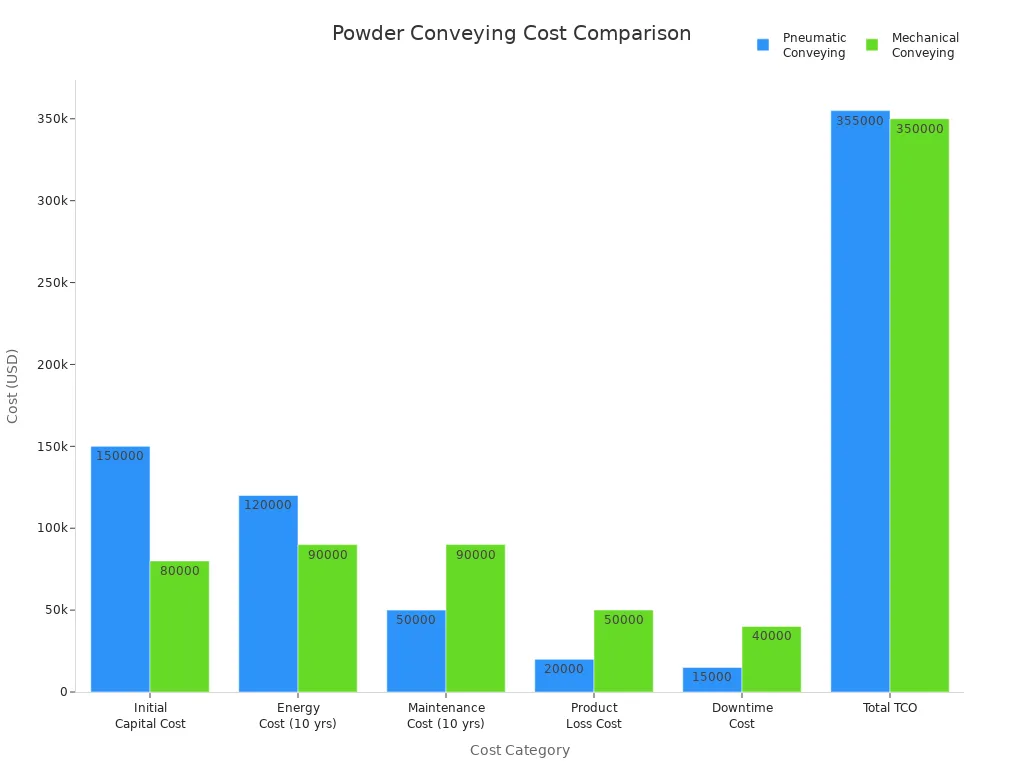
Think about all costs, like energy, repairs, and lost time. Powder systems last a long time. You should plan for changes in the future and pick a system that can change with you. This helps you save money and keep your powder moving well.
Tip: Check your powder system needs often. The right system can help you work better and spend less money.
Picking the right powder transfer system keeps your process safe. It also keeps things clean and helps you work faster. You need to think about many things before you choose. Check the powder’s features, space, safety rules, and what your industry needs. This guide helps you pick advanced powder conveying solutions for your plant.
Start by looking at the powder you want to move. Every powder is different. Some powders flow easily. Others stick together or break apart. You need to know the size and shape of the powder. You also need to know how it acts. If you use a pneumatic system, check if the powder makes dust or clogs pipes. Bulk density tells you how heavy the powder is. Flowability shows if the powder moves smoothly from the feed hopper.
Here is a table to help you see what to check:
| Factor | Description |
|---|---|
| Product Characteristics | Includes bulk density and particle size distribution, which affect system design and flowability. |
| Flow Behavior | Involves understanding flowability and angle of repose to ensure effective transfer and handling. |
| Material Compatibility | Considers product sensitivity and abrasiveness, impacting system design and maintenance requirements. |
| Environmental Considerations | Addresses dust control and energy efficiency, crucial for operational safety and cost-effectiveness. |
Think about how the powder reacts to moisture. Some powders clump when wet. Others break apart. If you use abrasive powders, pick a system that resists wear. If you handle fragile powders, pick gentle movement. Automated powder dispensing machines help you control the flow and keep quality high.
Tip: Test your powder in a small powder transfer system first. This helps you avoid problems later.
Look at your plant layout and how much powder you need to move. Every powder transfer system needs its own space. Pneumatic systems work well for long distances and tall plants. These systems need space for blowers and pipes. Vacuum systems fit in tight spaces and are easy to install. If you have a small plant or need to upgrade, vacuum systems help you save space.
Here is a table that shows how space affects your choice:
| Conveying System Type | Characteristics |
|---|---|
| Pressure Conveying | Flexible for long distances and multi-level plants, but requires more space for blowers and piping. |
| Vacuum Systems | Compact and easier to install in space-constrained environments, ideal for smaller or retrofit projects. |
Match the powder transfer system to your production speed. If you need to move bulk powders fast, pick a system with high throughput. Know how much powder you want to move each hour. Check if your process is batch or continuous. If you use a feed hopper, make sure the system can handle the volume.
Every process has a target for throughput.
Check the volume of bulk powder you plan to move.
Safety and hygiene are very important in powder handling. You must protect workers and keep products clean. Pneumatic systems help keep dust inside pipes. Use containment systems to stop powder from escaping. Clean your powder transfer system often to prevent contamination. If you work in food or pharma, follow strict cleaning rules.
Here is a table that shows key safety and hygiene needs:
| Requirement Type | Description |
|---|---|
| Specialized Containment Systems | Essential for preventing worker exposure and cross-contamination, especially in pharmaceuticals. |
| Strict Cleaning Procedures | Necessary to maintain hygiene and prevent contamination between different batches of products. |
| Regulatory Compliance Standards | Compliance with OSHA, NFPA, FDA, and other regulations is critical for safety and operational legality. |
| Allergen Control | Requires separate production lines and thorough cleaning to prevent severe allergic reactions. |
| Equipment Safety | Use of specialized equipment to mitigate risks associated with powder handling. |
| Dust and Explosion Prevention | Implementation of dust collection and explosion suppression systems to enhance safety. |
Use dust collection systems to prevent explosions. Use equipment that meets safety standards. If you handle bulk powders, check for risks like dust or allergens. Follow rules from OSHA, NFPA, and FDA.
Note: Clean your powder transfer system after every batch. This keeps your products safe and protects your workers.
Every industry has its own rules for powder transfer systems. Food, chemicals, and pharmaceuticals need special systems. You must keep products pure and stop cross-contamination. Follow rules for dust control and explosion prevention. Pneumatic systems help you meet these needs.
Efficient powder handling keeps your products safe and helps you meet quality goals. Check if your system meets OSHA, NFPA, FDA, and EPA rules. OSHA needs regular inspections and safety training. NFPA sets fire and explosion standards. FDA rules apply to food and pharma. EPA rules matter for chemicals.
OSHA compliance needs inspections, training, and safety records.
NFPA sets fire and explosion prevention standards.
FDA FSMA applies to food processing.
FDA cGMP applies to pharmaceuticals.
EPA Risk Management Plan Rule matters for chemicals.
Different industries need special powder transfer systems.
Over 70% of products use bulk solids in production.
Check your powder transfer system often. Make sure it meets all rules and keeps your products safe. If you use automated powder dispensing machines, check if they meet industry standards.
Tip: Work with experts to design your powder transfer system. This helps you meet all rules and keep your process safe.

Image Source: unsplash
Blockages can happen when you move powder. These problems come from bad design, sticky powders, or wetness. Sticky powders can make a funnel in the middle. This leaves powder stuck on the sides. You can stop this by making the hopper outlet bigger. Check your system often and change it for your powders.
Here are some main causes and ways to stop blockages:
| Common Causes of Blockages | Evidence-Based Strategies for Prevention |
|---|---|
| Poor design and maintenance | Make the system better to help powder flow |
| Material properties (abrasive, sticky) | Study how powder moves to stop clogs and damage |
| Environmental factors (moisture) | Use both machine and air systems for better results |
Tip: Always look at your hopper’s outlet size. This helps stop powder from getting stuck.
Dust can get out when you move powder. This dust can make the air dirty and unsafe. You need to keep dust inside the system. Vacuum conveying keeps powder in closed pipes. These systems are good for food and medicine plants. They help you follow safety rules and keep the air clean.
Closed systems lower dust in the air.
Dust control keeps workers safe and follows health laws.
Powder can break or change while moving. Mechanical conveyors can crush or grind powder. Bucket elevators can make powder hit hard spots. Fast air in pneumatic systems can break powder. You can keep powder safe by using gentle systems like dense phase conveying. You can also help powder flow by making granules bigger or changing their shape.
Use gentle systems to protect powder.
Control wetness to stop clumping or sticking.
Try making granules bigger or changing their surface to help flow.
You might need to move different powders or change your process. Modern systems help you do this. You can move equipment with wheels. Automated controls make it easy to switch products. Some systems let you clean and change parts without tools.
| Feature | Benefit |
|---|---|
| Mobility | Change lines fast |
| Automation | Easy to use and switch products |
| Design Versatility | Works with many powders |
| Easy Maintenance | Quick cleaning and less stopping |
| Ergonomics | Easy to move and reach |
Note: Flexible systems help you save time and keep your plant working well.
You can move powder in many safe and easy ways. First, you should learn about your powder and what your process needs. The table below shows what is important:
| Key Factors | Description |
|---|---|
| Material Flow Characteristics | Learn how your powder moves and acts. |
| Process Requirements | See how fast and clean you must work. |
| Operational Considerations | Plan for dust control and simple equipment use. |
To make your system better, you can:
Use vacuum conveyors to keep dust away.
Try flexible screw conveyors for simple cleaning.
Add containment isolators to keep workers safe.
Look at your setup now and ask experts for help. This will help you pick the best way for your plant.
You can use pneumatic or vacuum conveying systems. These keep powder inside pipes and stop dust from escaping. Workers stay safe, and your plant stays clean.
You should check your powder’s size, flow, and moisture. Look at your space and safety needs. Ask experts for advice if you feel unsure.
Some systems, like tubular drag conveyors, work well with sticky or wet powders.
You may need special designs or vibration to keep powder moving.
You should clean your system after every batch. This keeps your products safe and stops contamination. Food and pharma plants need strict cleaning routines.
Blockages, dust leaks, and powder breaking are common. You can prevent these by checking your system often and using the right equipment for your powder.


